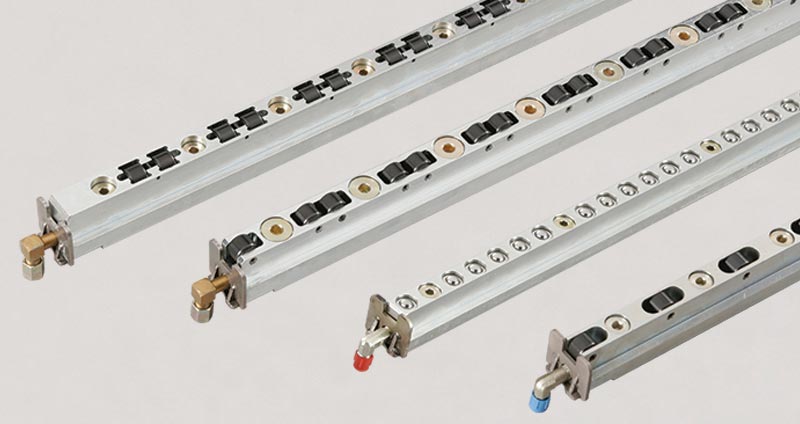
Hydraulic Roller Rails come in a variety of ball roller and cam roller combinations for optimal performance in a variety of applications. Rails are custom sized for your slot requirements and desired lift above the bolster surface. All slot depths and lengths easily integrate with PFA’s complete hydraulic die change system.