


Use Hydraulic Die Lifters for effort free lifting of medium and heavy duty dies.
When to Use Hydraulic Die Lifters:
Use hydraulic die lifters when die weights are typically standard for medium to large presses. Dies with a small footprint relative to the die weight will typically require Hydraulic Die Lifters.
In addition to a large lifting force, hydraulic actuation allows for easy and controlled movement of the die only when desired, in contrast to spring loaded lifters, typically used in light die applications.
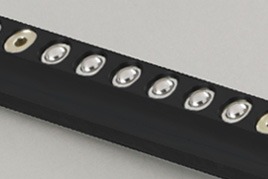
Inline rollers provide for movement along the rail and transverse rollers for movement 90 degrees to the slot direction. Ball roller rails allow for movement in any direction but are generally more limiting in overall die weights.
How they are used:
Hydraulic Die Lifter Rails are secured in the slots via the included mounting bracket. Stand offs ensure the rails are captured in the slots, yet move freely up and down prior to die insertion.
The rails are activated using a PFA Hydraulic Control Unit, placing them in the “lifted” position. The die is then inserted by “rolling” into the press and lowered by rotating the control valve to the “lower” position (venting pressure). After insertion, the die may be indexed into position using an additional pair of transverse rollers lifting the die, alternating use of the transverse lifters and inline lifters, using a single pair of ball roller rails, or by other means.

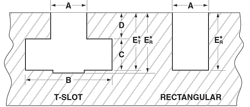




 - STANDARD")

")

